

































































Processed Cheese Blending Line & Inline Cooker UHT
Ideal for processed cheese, suitable for IWS, triangle, and foil wrapped packaging.
Manufacturer: Karl Schnell GmbH & Co. KG, Germany.
Capacity of the line end product: 300/500/800/1.500 kg/h output.
Year of manufacturing: 2009-2012-2017
Including:
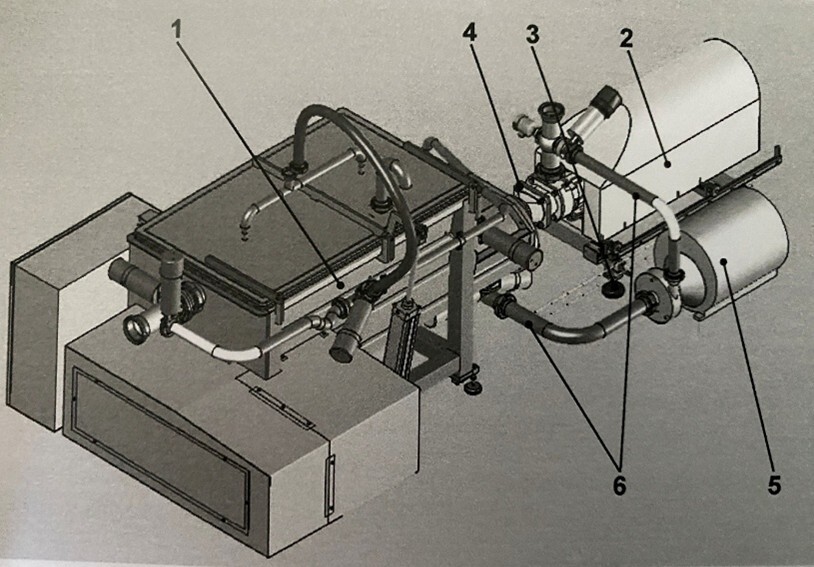
A) Processed Cheese Blending Line
1. Trolley Elevator
2. Grinder
3. Conveyor
4. Blender 1 – 1,500 kg with buffer
5. Blender 2 – 1,000 kg with buffer
6. Pigging system
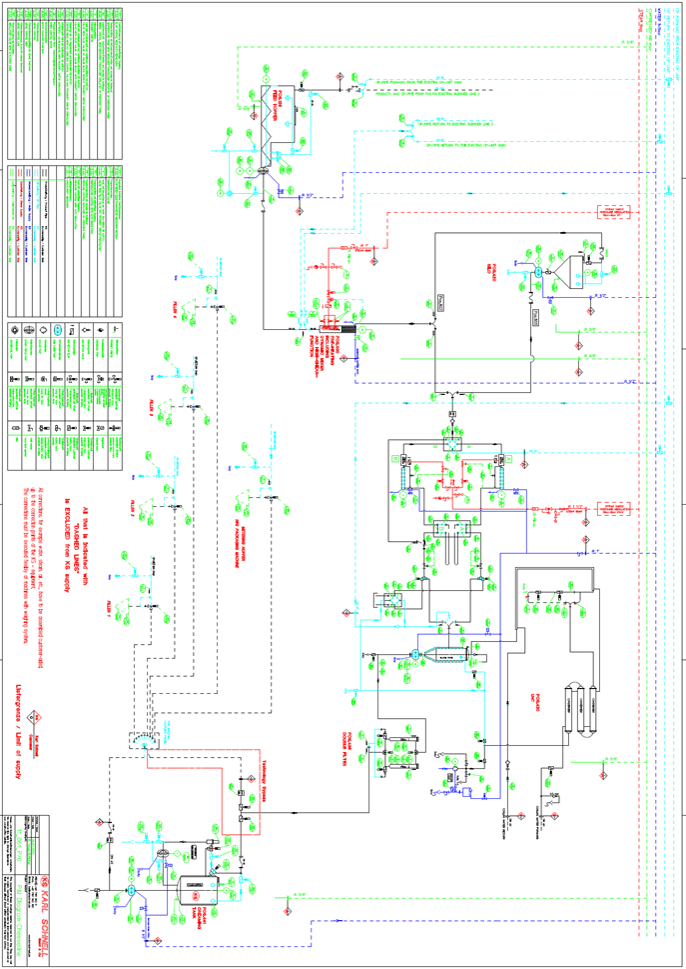
B) Inline Cooker UHT Line
7. Buffer Tank – 15 °C
8. Inline Cooker – 15 -> 80 °C
9. Buffer Tank – at 80 °C / KS type 253
10. UHT 80-142-80 °C
11. Creaming Tank 80 °C / KS Type 254
12. Inline Viscosity Meter
A) Processed Cheese Blending Line
1. Trolley Elevator
Lifting device for standard mobile trolleys (200 litres) into the grinder.
Suitable for handling dry ingredients. (Cheese blocks, butter, powders)
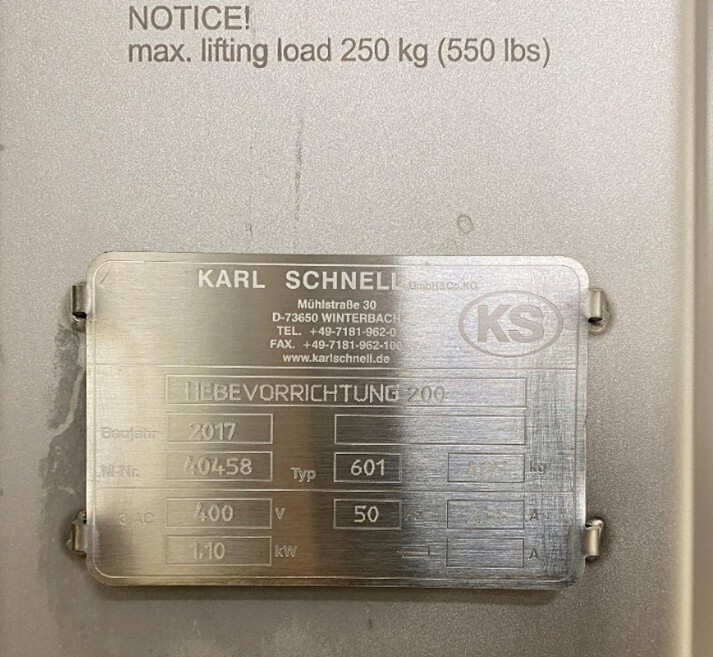
Equipment: Lifting Device 200 (Hebevorrichtung 200)
Year of Manufacture: 2017
Type: 601
Capacity: Maximum lifting load: 250 kg
2. Grinder
Grinding and preparation of ingredients for processed cheese production, integrated in the blending line. The machine is supplied with a dedicated control box, designed for integration with upstream trolley elevator and downstream blending equipment. Push arm to push down cold hard cheese blocks into the auger.
Equipment: Grinder
Year of manufacture: 2009
Type: 470
Installed power: 85 kW
Head Diameter: 250mm
Capacity: up to 5.000kg/h depending on product. (Gouda, Emmenthaler, Cheddar, etc) + Butter, other dry ingredients.
3. Conveyor
The conveyor transfers the minced product from the grinder to the blender, ensuring continuous and hygienic transport within the processing line.
Mobile and movable to 2 mixers (swing system prepared for 3rd blender).
4 / 5. 2 Ribbon blender with buffer
Blender 1
Capacity: 1.500 kg, with buffer 2.000kg.
Year of manufacturing: 2009
Blender 2
Capacity: 1.000 kg with buffer 2.000kg.
Year of manufacturing: 2012
Model: 740 with Ribbon shafts
The blending section is designed for the homogeneous mixing of processed cheese ingredients. The blenders ensure thorough and consistent blending of the product, while the buffer tanks provide process continuity and controlled product flow to downstream processing. Integrated pumps enable reliable product transfer between the blenders, buffer tanks, and subsequent processing stages.
Blenders and buffer tank.
• 2 Ribbon Shaft Blenders
• Heavy execution
• CIP is cleanable by external CIP.
• Special ingredient inlets to pump in prepared liquid mixes and water.
• 2 Buffer tanks of 2.000 kg each (so more than a mix batch of buffer capacity!) with 2 augers, complete stainless steel.
• 2 Outfeed product outfeed pumps, Heavy duty Rotary piston pump Make: Waukesha model: 324U2
• Centrifugal cip return pumps, make: Fristam
• On load cells for weight indication both blender and buffer tanks.
• Lobbe pump to pump in cream or other liquid prepared products (added to KS system).
• Control panels with recipe control.
• Outfeed pipes to switch between the blender
6. Pigging system
The pigging system is used for product recovery from process pipelines. A pig (solid plastic plug) is mechanically pushed through the pipeline using air, water, or product pressure to remove residual processed cheese from the line. This minimizes product losses, improves hygiene, and reduces cleaning (CIP) time.
B) Inline Cooker UHT Line
7. Buffer Tank
The buffer tank is used for temporary storage of processed cheese prior to further processing or filling. The product is maintained at approximately 15 °C to preserve quality and ensure optimal viscosity. This stabilizes the process flow, balances fluctuations in upstream and downstream operations, and helps maintain consistent product properties.
Model: Zufühfbehälter 400
Year: 2012
Machine nr: 14616
Volume: 400kg
The buffer tank is equipped with:
1: Tank with feed augers, CIP cleanable.
2: Stainless steel covers
3: Frame on loadcells
4: Outfeed pump
5: CIP return pump
6: Piping and valves. (End of pigging system).
8. Inline Cooker
The inline cooker is used to continuously heat and process the cheese mixture from approximately 15 °C to 80 °C. During this step, the product is thermally treated and homogenized to achieve the desired structure and consistency. This ensures efficient processing, uniform product quality, and a stable flow for downstream operations.
Model: FL
9. Buffer Tank / KS Type 253 (2012)
The buffer tank is used for temporary storage of processed cheese at elevated temperature prior to downstream processing or filling. The product is maintained at approximately 80 °C to preserve flowability and ensure hygienic conditions. This supports a continuous process flow, prevents temperature loss, and ensures consistent product quality during transfer to the next stage.
Equipment: Storage Silo 300 (Vorratssilo 300)
Volume: 300ltr
Year of Manufacture: 2012
Serial Number: 14618
Including:
• Feed pump to UHT, twin-screw type, suitable for production and CIP (1 pump).
• Level indication by loadcells.
• CIP cleanable
• Stark Conical tank, double jacketed for heating and cooling
• Heavy agitator, manhole, breather pipe, control panel, temperature sensor, piping and valves.
10. UHT unit
Capacity: 300-500-800-1.500kg/h
Year: 2012
The UHT system is used to heat the processed cheese from approximately 80 °C to a sterilization temperature of around 142 °C, followed by controlled cooling back to 80 °C. This high-temperature short-time treatment ensures microbiological stability and extends shelf life while preserving product quality. It enables aseptic or prolonged storage conditions and supports consistent, safe downstream processing and filling.
Equipment:
• 2 Direct steam injectors, including steam control valve, steam Filter and stop valves inline mixer.
• 2x2 = 4 Holding tubes with 3 temperature transmitters. (2 at begin, 1 at the end). Diameter: 26mm, including swingbend panel to choose, short holding (at 300-500ltr) or long 7mtr holding (at 800 - 1.500ltr). This holding was renewed in 2024. Just before the flashvat a swingpipe to switch between pipes Flow divert valves going to a storage bin.
• Counter pressure valve after holding tube
• Conical vacuum Flash cooling tank, with Sight glass and inspection opening, Vacuum proof, CIP spray bowl, Insulated, on Loadcells for level control
• Outfeed pump, twin screw type
• Vacuum pump, liquid ring, water-cooled, with control valve
• Tubular condenser in vacuum system to cool gases before vacuum pump
• 2 filters with valves on outlet.
• Drain valve
• All components skid mounted, fully piped and wired.
Electrical & Control Panel:
• Stainless steel cabinet with main switch
• Siemens PLC S7
• HMI touch screen complete
• including:
• Automatic sterilization temperature control
• Digital display of actual and set temperatures
• Weight indication in tanks
• Pump and valve controls
• Alarm display with reset
• Automatic fuses
• Datarecorder
• A circulation system outside the KS line is installed to recirculate the cooling and seal water to safe water consumption.
Double head injector (now dismantled).
Swingbend panel to switch between heads.
Swingbend panel to go to flowdivert tank put in CIP position.
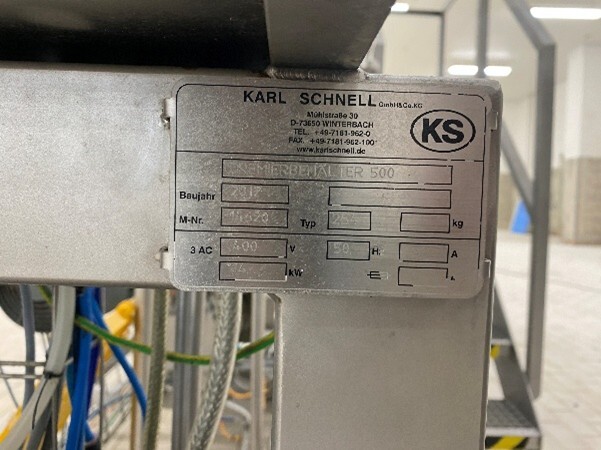
11. Creaming Tank 80 °C (new Tank, 2016) / KS Type 254
The creaming tank is used to hold and condition the processed cheese at approximately 80 °C to allow the product to fully develop its final texture and consistency. During this stage, the cheese mass stabilizes and achieves a homogeneous structure.
Equipment:
Creaming Tank / Holding Tank for processed cheese, jacketed and insulated, equipped with agitator and control panel (Karl Schnell system)
Volume: 500ltr
The KS tank is replace in 2016 by an tank with an extra heavy agitator (make ABAB) to be able to handle cheese with an relative high total solids and viscosity. 4 spray pipes which are inserted during CIP cleaning.
12. Inline Viscosity Meter
The inline viscosity meter (Brabender mess technik) is used to continuously measure the viscosity of the processed cheese directly in the pipeline during production. This allows real-time monitoring and control of product consistency, ensuring it meets the required specifications.
The measuring device is placed after the outfeed pump to the filling machines, during measurement the pump runs at a constant speed.
As Option:
13. Deaeration and homogenisation system
Existing of:
Homogeniser
High pressure homogeniser
Make : Gaulin
Type : 37-8,7B
Capacity : 1.000ltr/h
Pressure : 500bar, 2 stage
Year : 2010
Vacuum Deaerator
Product: hot processed cheese.
Make: Milking.
Vat, control valves, vacuumpump, piping, pressure sensors Complete skid mounted.
Function: take air from hot processed cheese before homogenisation.
Including: Feed Rotary piston pump Waukesha U2 to the homogeniser to create a higher inlet pressure, cip pump (Alfa-laval, solid C), piping, filter, Flow transmitter (E&H), control and product valves and controls.