










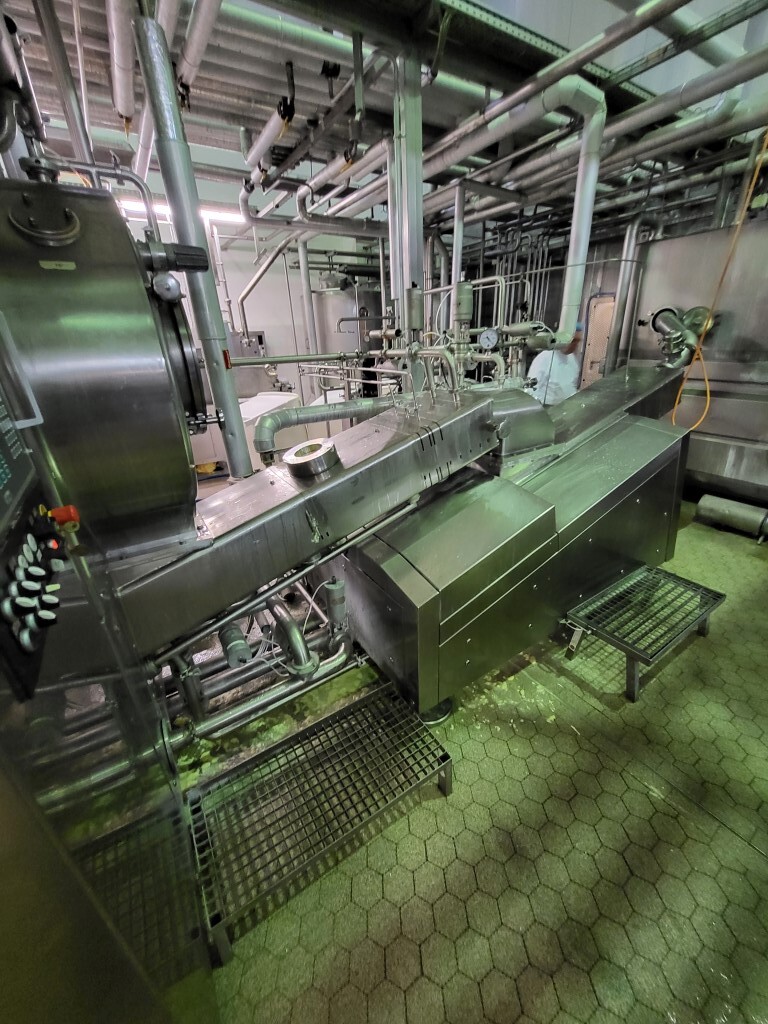


































































Butterproduktionsanlage. Noch im Werk in Deutschland. Funktionsprinzip dieser Anlage:
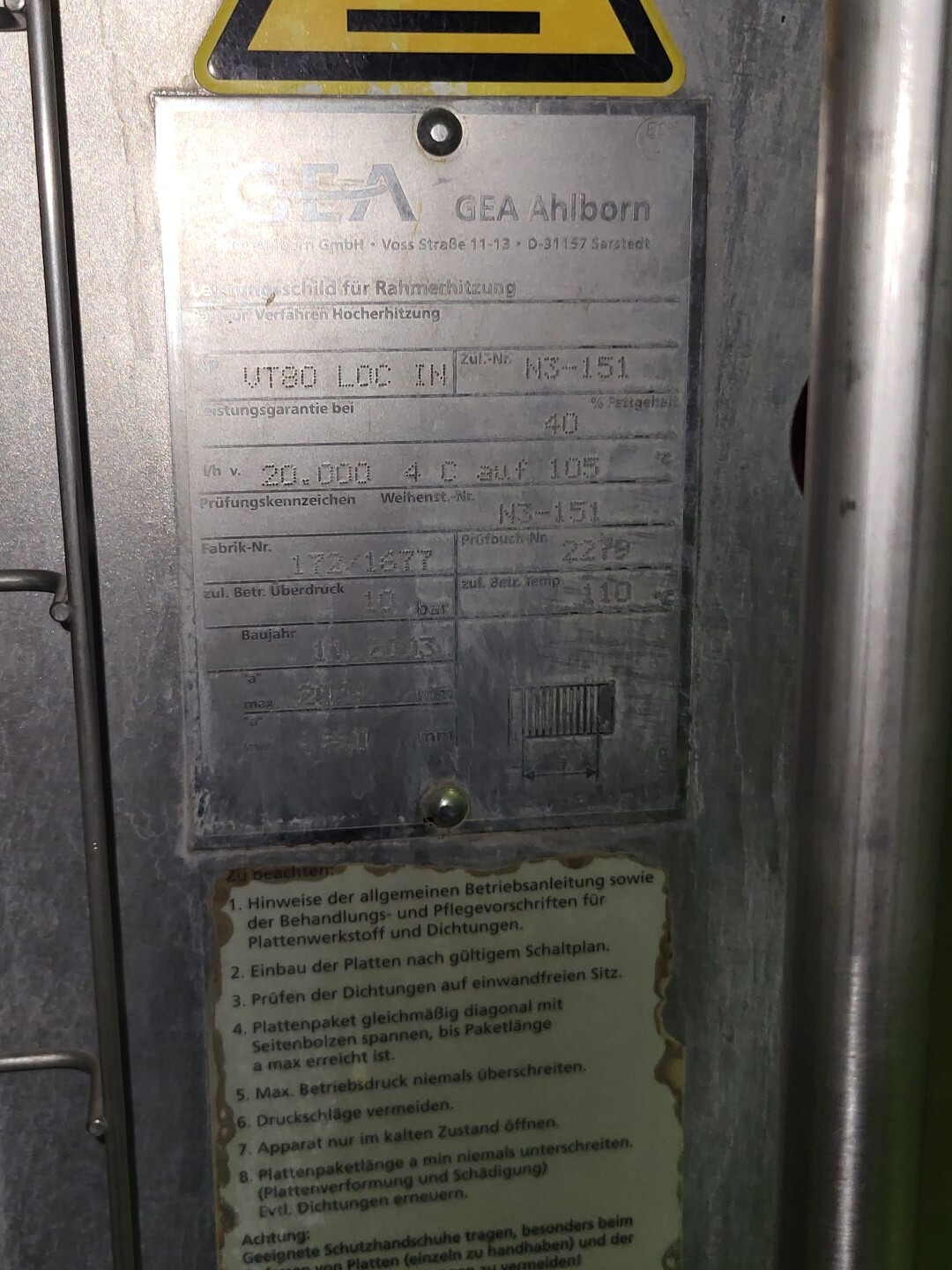
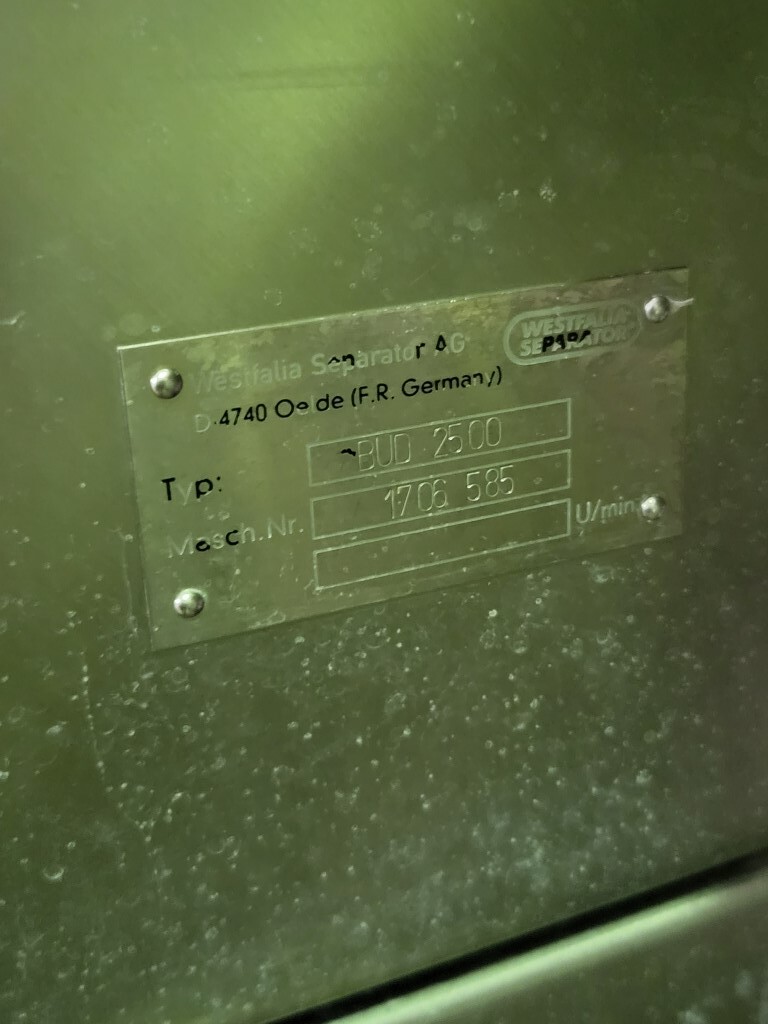
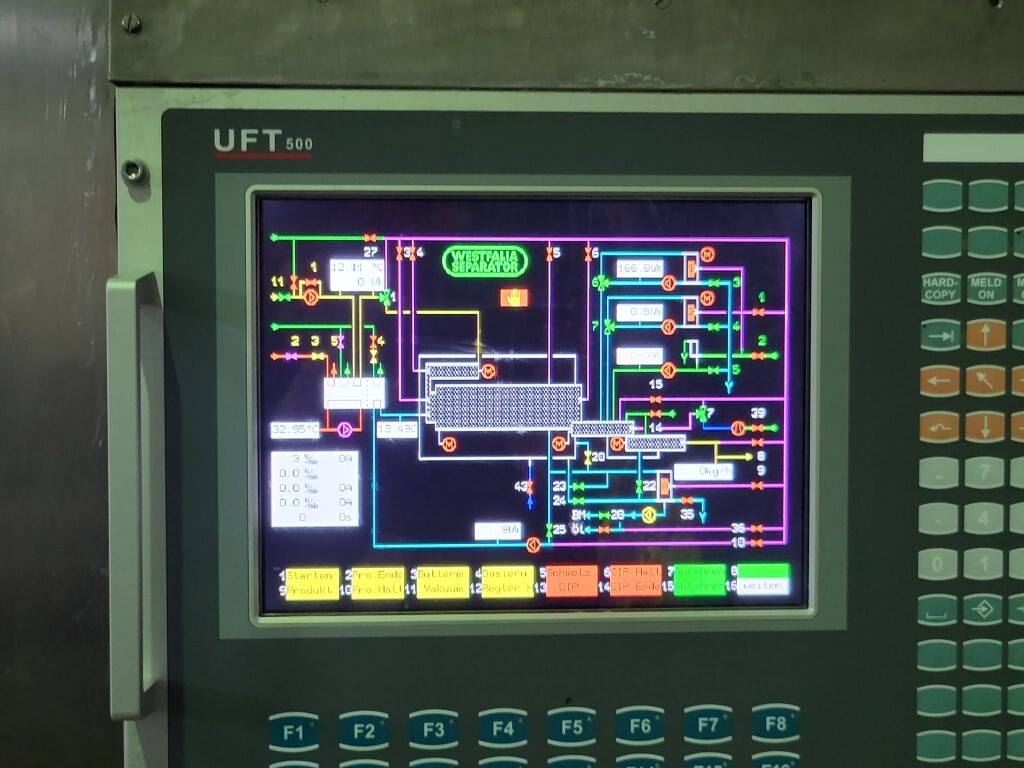
1) Rahmannahme, der Rahm fließt durch Schwerkraft aus dem Milchwagen zum Aus-gleichstank und wird in den Rohrahmaufnahmetank mit einem Fassungsvermögen von 110.000 Litern gepumpt. Nach dem Empfang besteht in der Linie die Möglichkeit, die Sahne zu pasteurisieren. Der Pasteur hat eine Kapazität von 20.000 Litern pro Stunde (mit neuen Platten Ende 20232) Rahmbehandlungssystem. Dies dient dazu, die Butter weicher zu machen. Funktionsprinzip: Plattenwärmetauscher zum Erhitzen der Sahne und zum Warmhalten in den beiden 110.000-Liter-Lagertanks. Die Kühlung des Rahms erfolgt in einem Wärmetauscher und der Rahm wird in 2 Rahmpuffertanks mit 125.000 Litern gepumpt. 3) Kontinuierliche Butterherstellungsmaschine. Eine Rahmpumpe transportiert den Rahm aus den Puffertanks zur CBM. Die CBM ist in der Lage, 4.000 bis 9.000 Liter Rahm in bis zu 4.500 kg Butter zu verarbeiten (aufgerüstet für höhere Kapazität). Außerdem gibt es ein Umwälzsystem zum Kühlen und Einspritzen der Buttermilch, einen Vakuumbereich, ein automatisches Feuchtigkeitskontrollsystem (Hersteller Wall) und Einspritzpumpen für Kultur und Salzlösung. Außerdem gibt es einen Buttermilchkühler, Buttermilch- und CIP-Pumpen, einen Sammeltank, Ventile, Rohrleitungen und komplette Steuerungen. Nachdem die Butter in der CBM hergestellt wurde, wird sie in das Buttersilo (Hersteller Egli) gepumpt. Das Silo hat eine Kapazität von 4.000 kg. Es beinhaltet 3 Leistungspumpen (jeweils bis zu 3.000 kg/h), um die Butter zu den Abfüllmaschinen zu pumpen und einen Butter-Umschmelztank von ca. 2 m3 und 2 CIP-Tanks zum Reinigen der Butterleitungen (nicht der Tanks).Die Linie wird bis März 2024 fahren.
Download pdf