







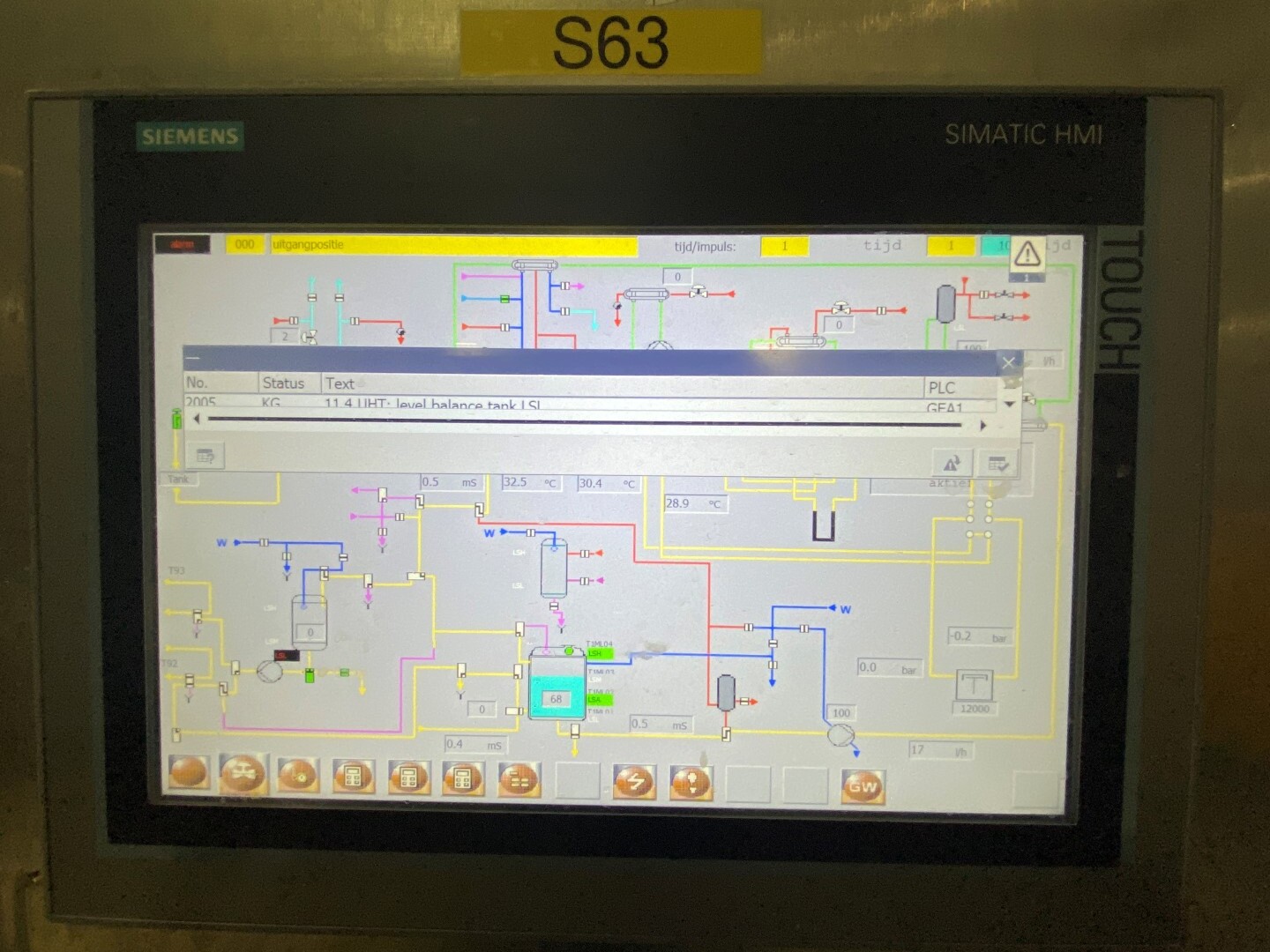
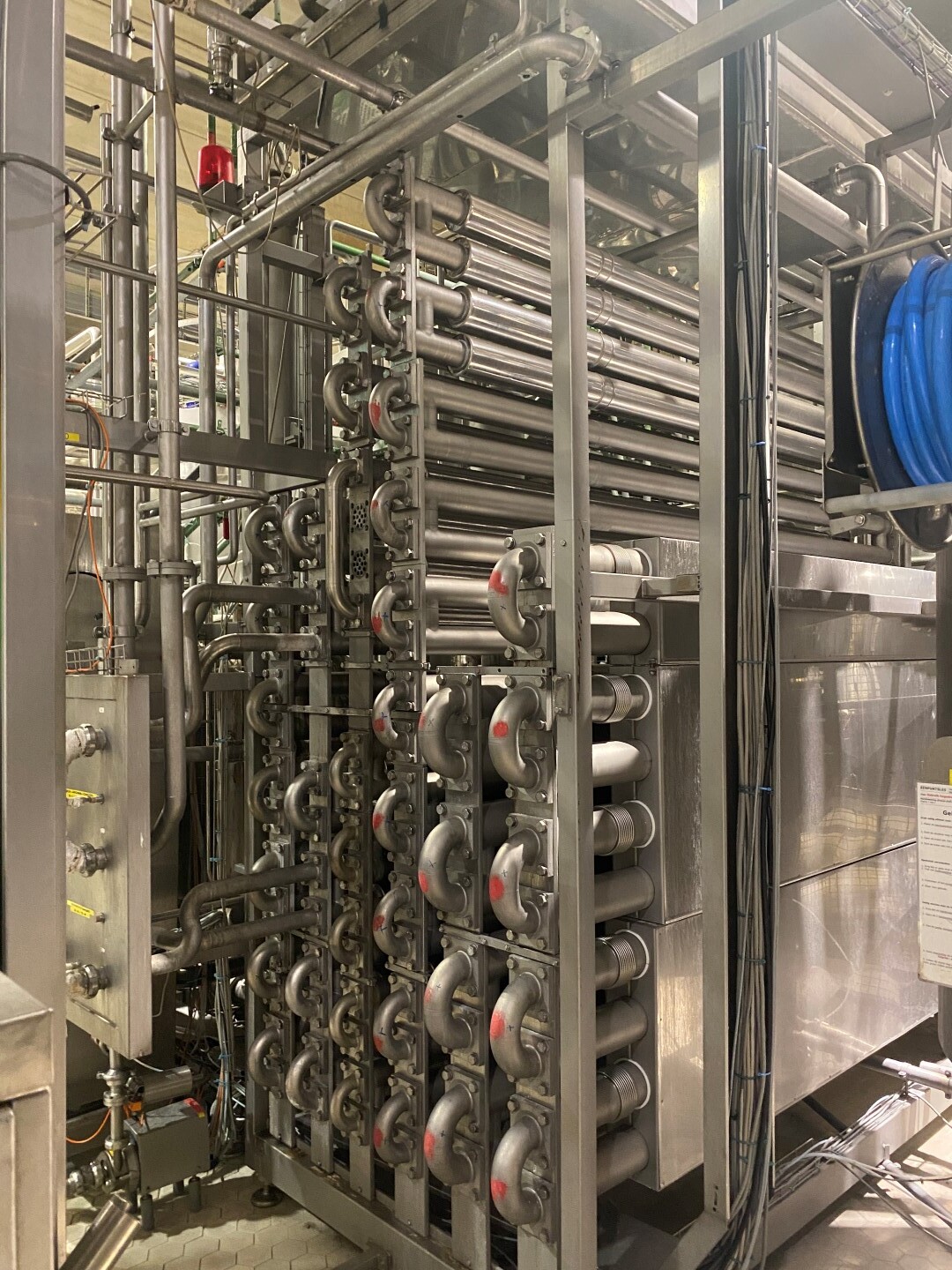
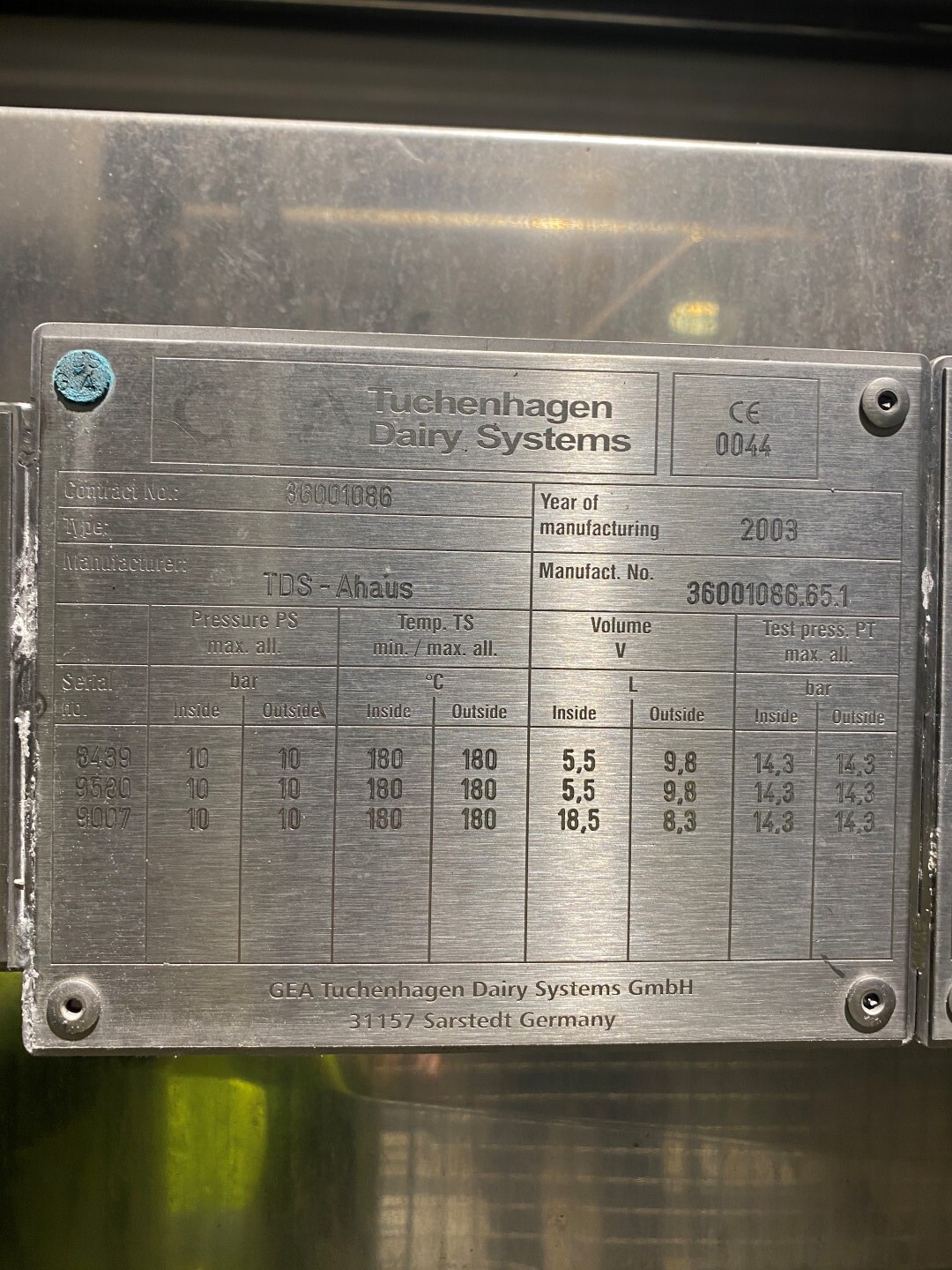
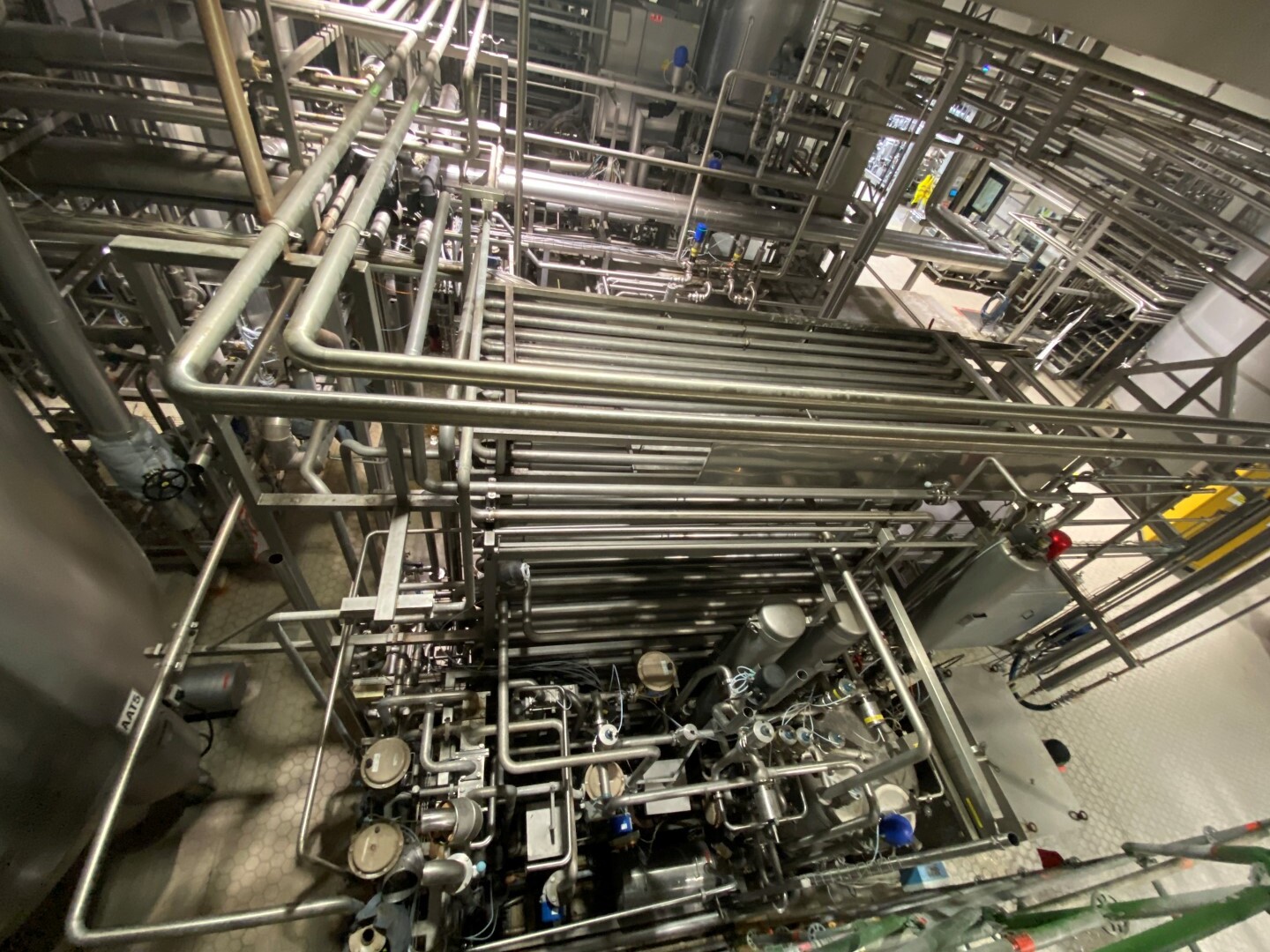













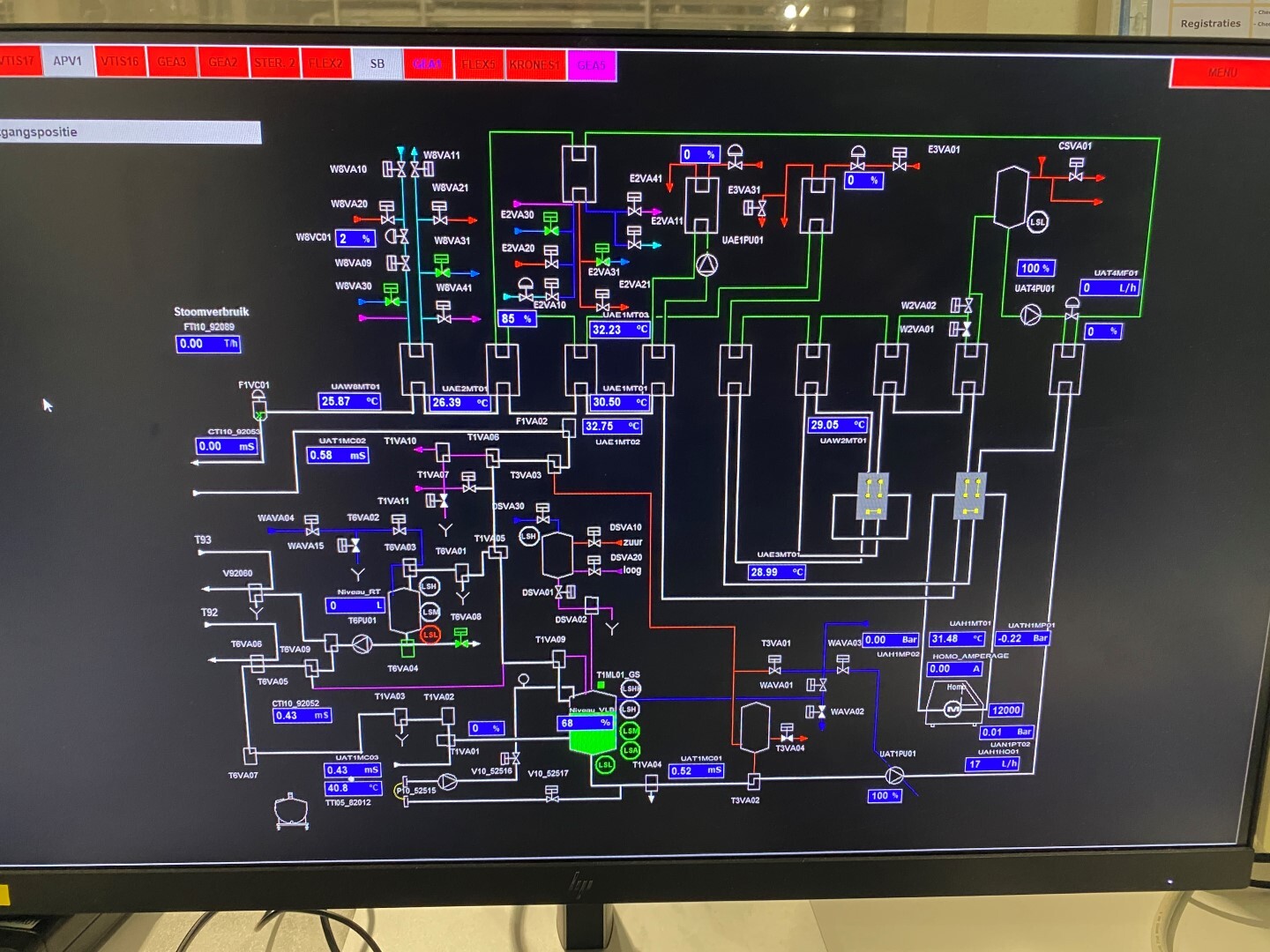


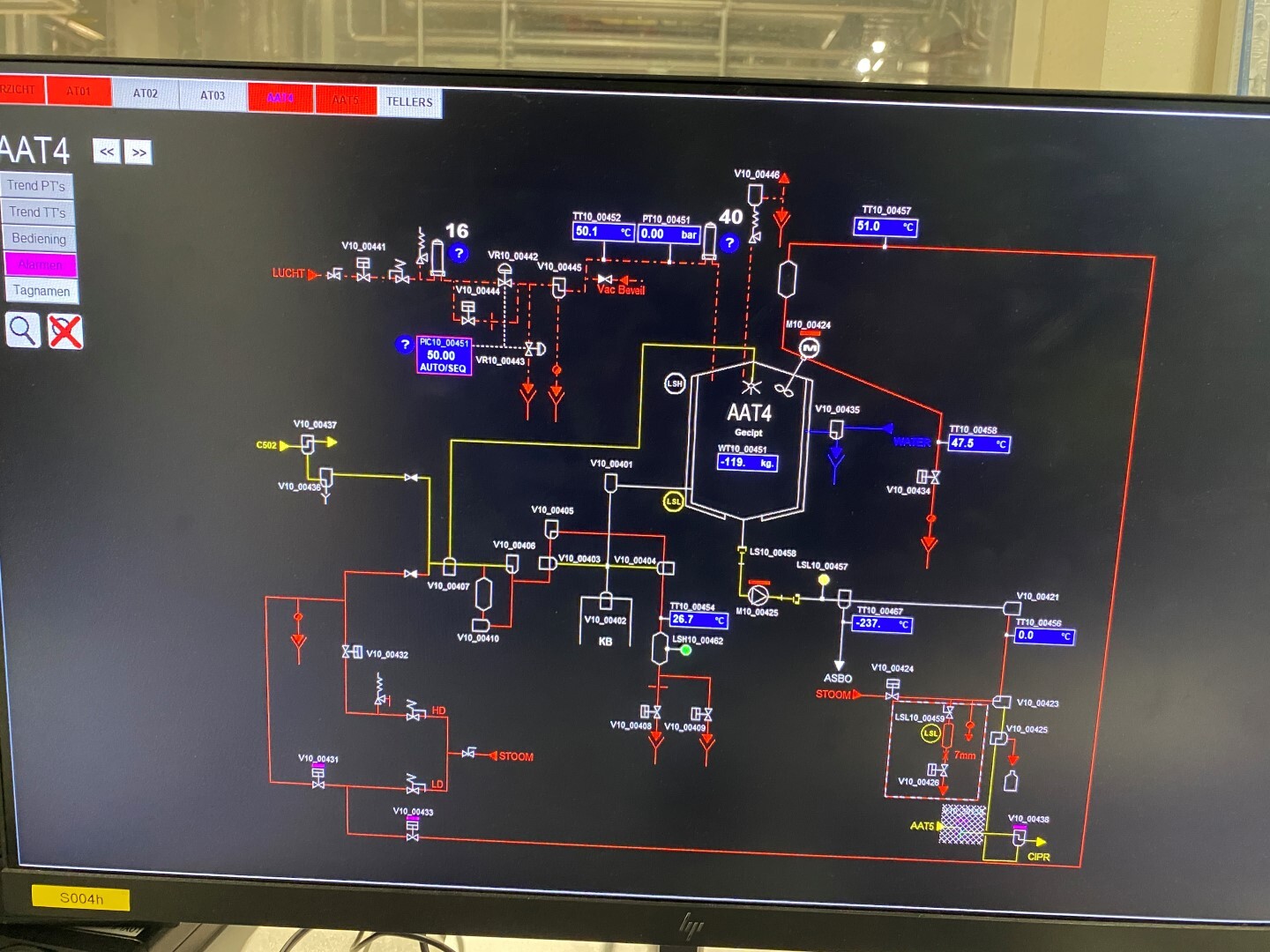








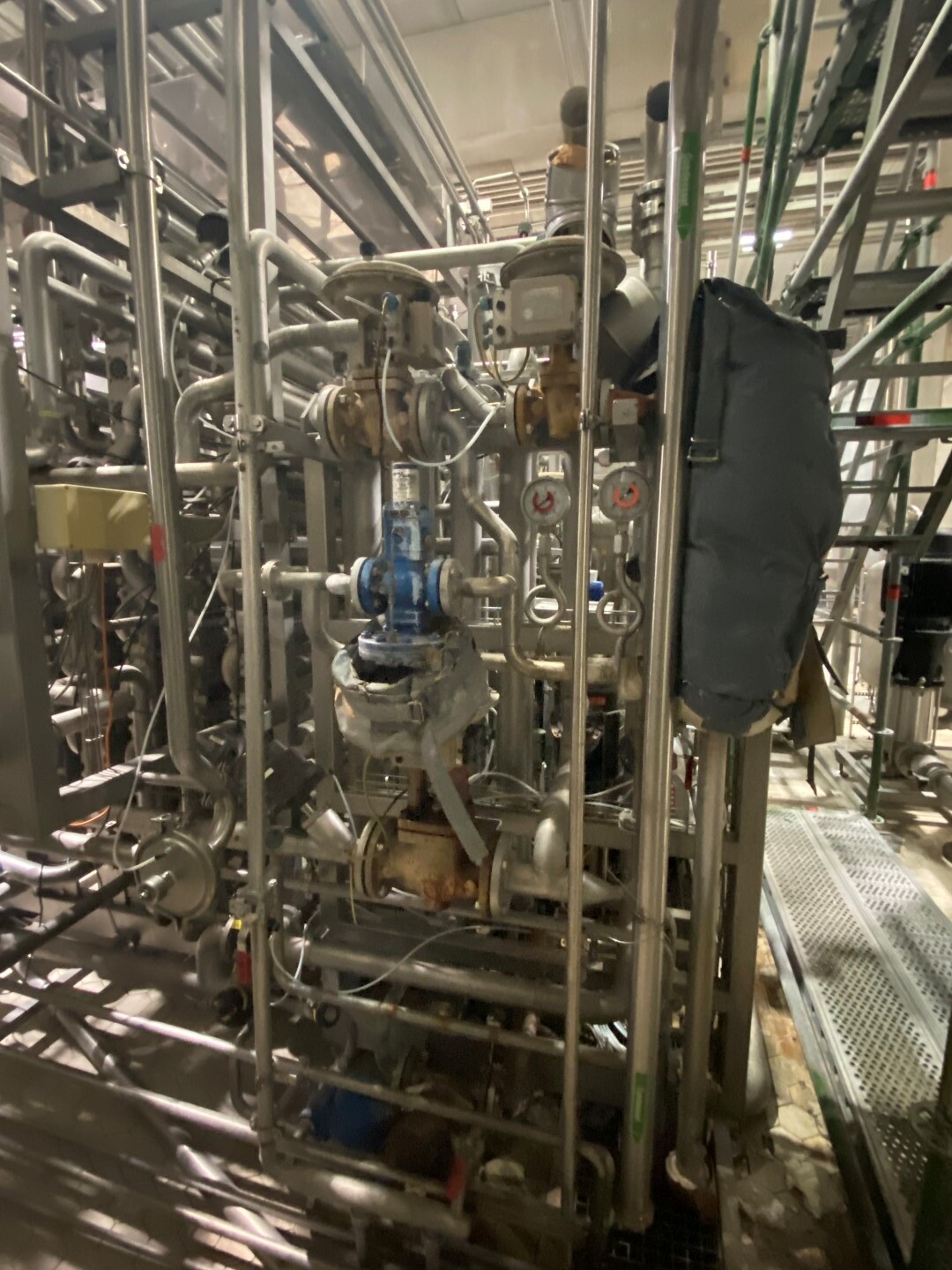









































Indirect UHT line with upstream non-aseptic homogenizer and sterile tank. The UHT has a variable capacity of 5.000 – 12.000 liters per hour and the sterile tank is: 30.000 liter. The line was used for the following products: milk, drinking yoghurt, butter milk, and milk aroma drinks. Indirect heating system by tubular heat exchanger. Homogeniser and Protein stabilizer holding are at an independent controllable temperature of approx. 70-90 °C. Balance tank (500 liter), product pumps (Fristam), water pumps (Grundfoss), product valves, steam valves (Samson), flow transmitter (Krohne), lye/acid dosing tank, reject tank 1.600ltr, sample valve, interconnecting piping, skid mounted. Non aseptic GEA Niro Soavi Homogeniser with 2 stages, 250 bar, pneumatic pressure control and pulsation dampers. Motor 110kW. Control panel with Siemens S7 PLC and Danfoss frequency converters. Line still mounted inside the factory in Belgium but will be dismantled soon. Separate sterile tank. Mounted on outlet of UHT unit, on loadcells for level indication, steam valves, air filter system and a separate in and outlet pipe lines including controls panel (excluding operation interface, was centralized).