







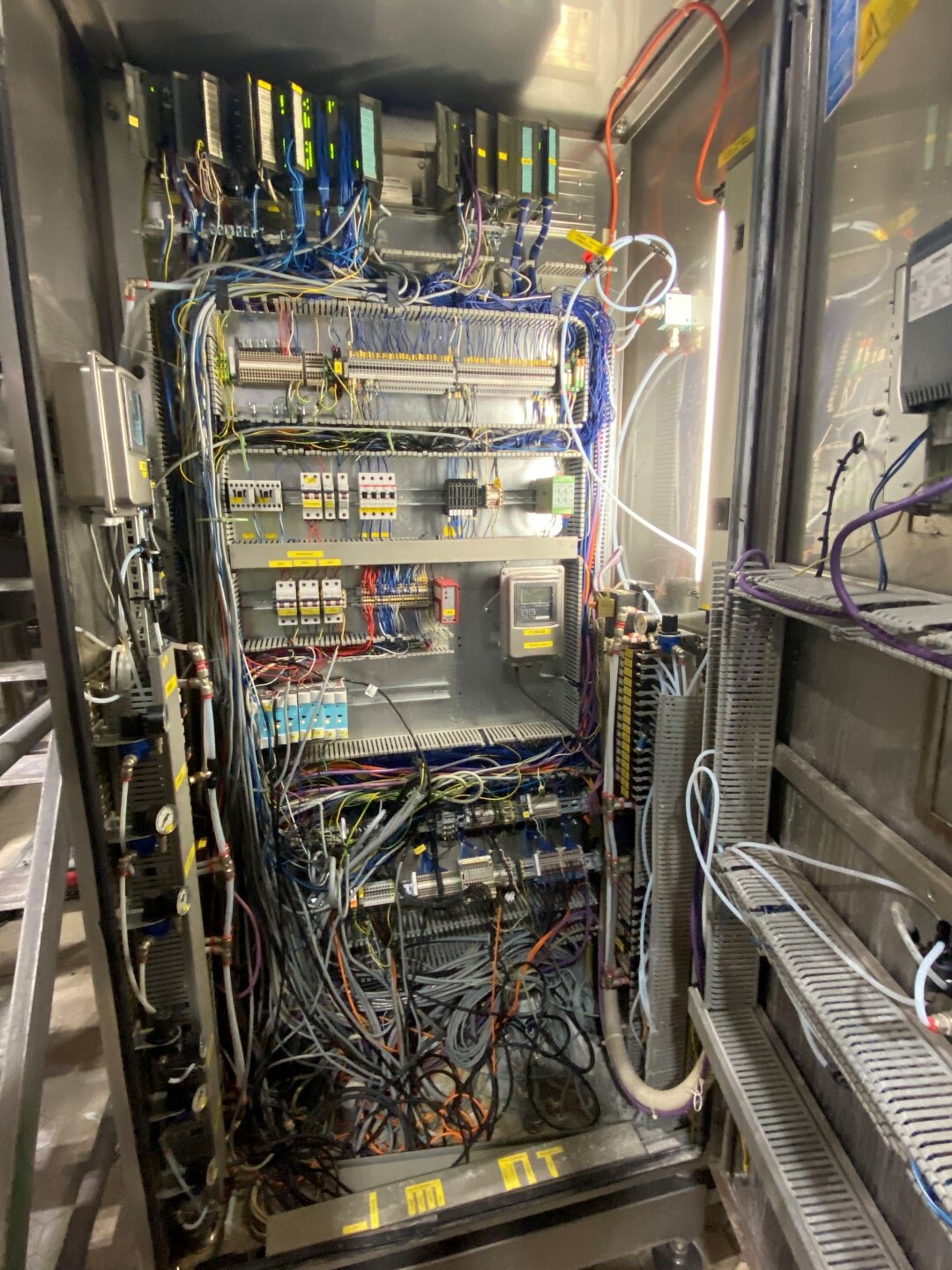
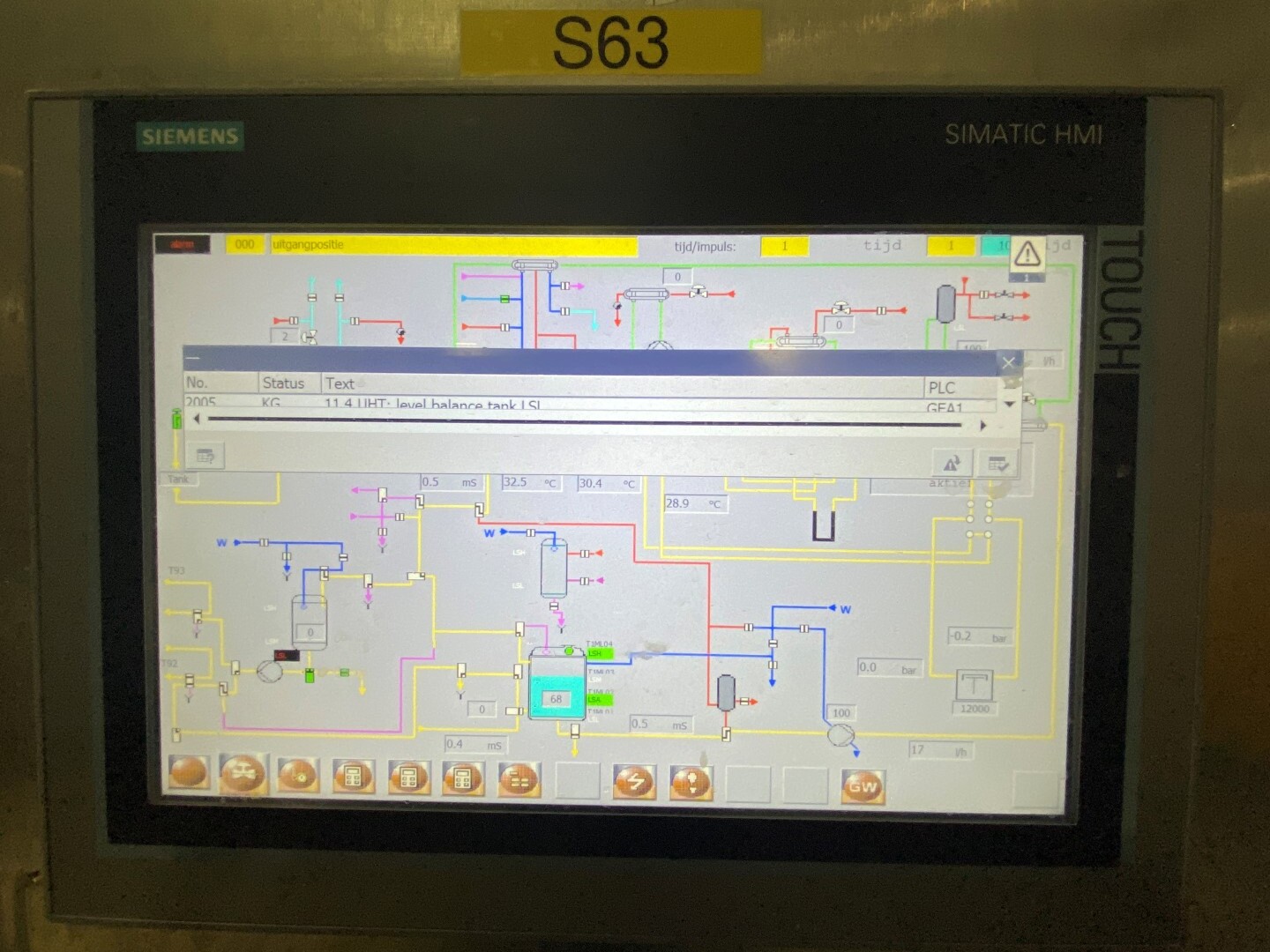
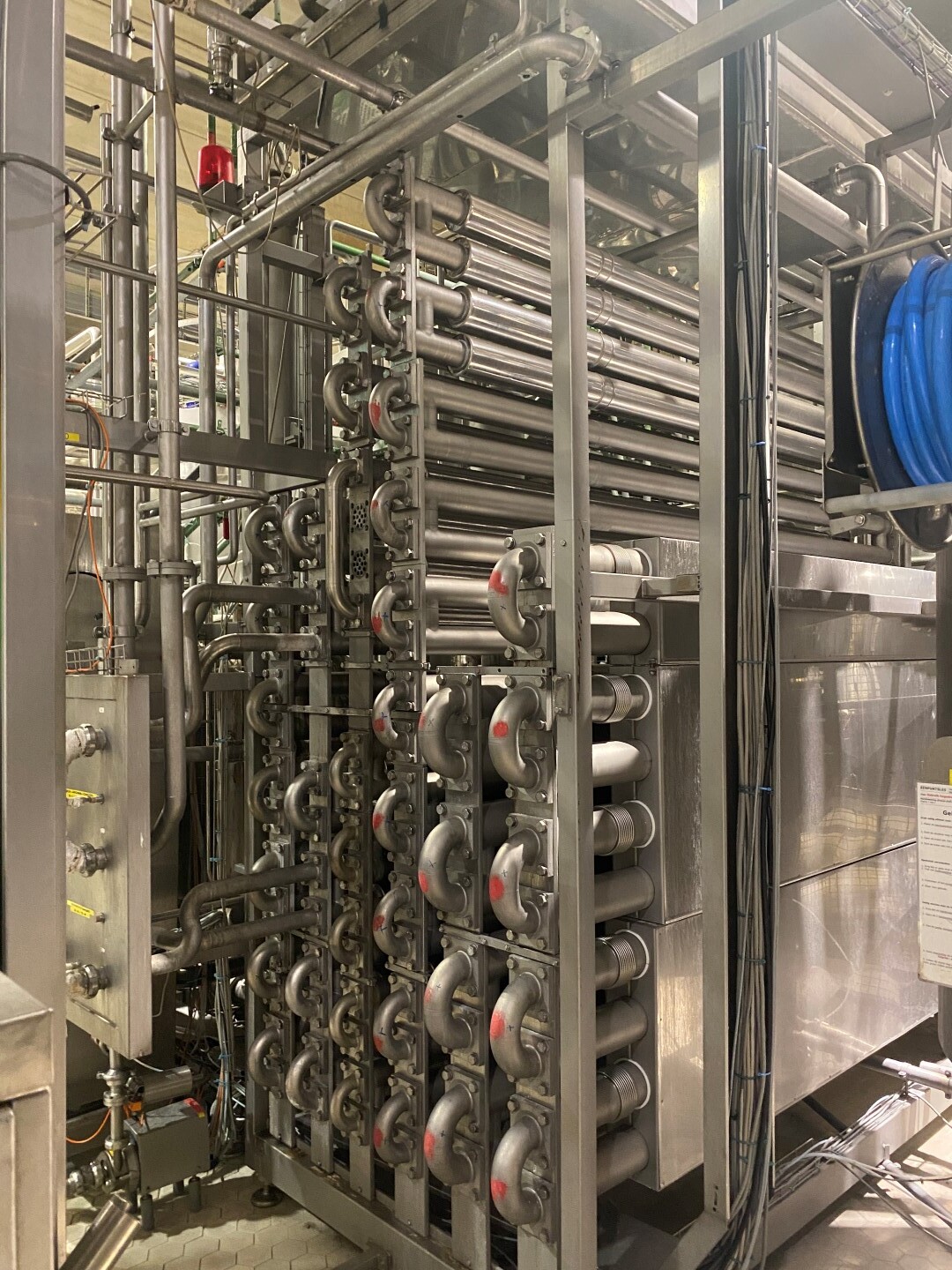
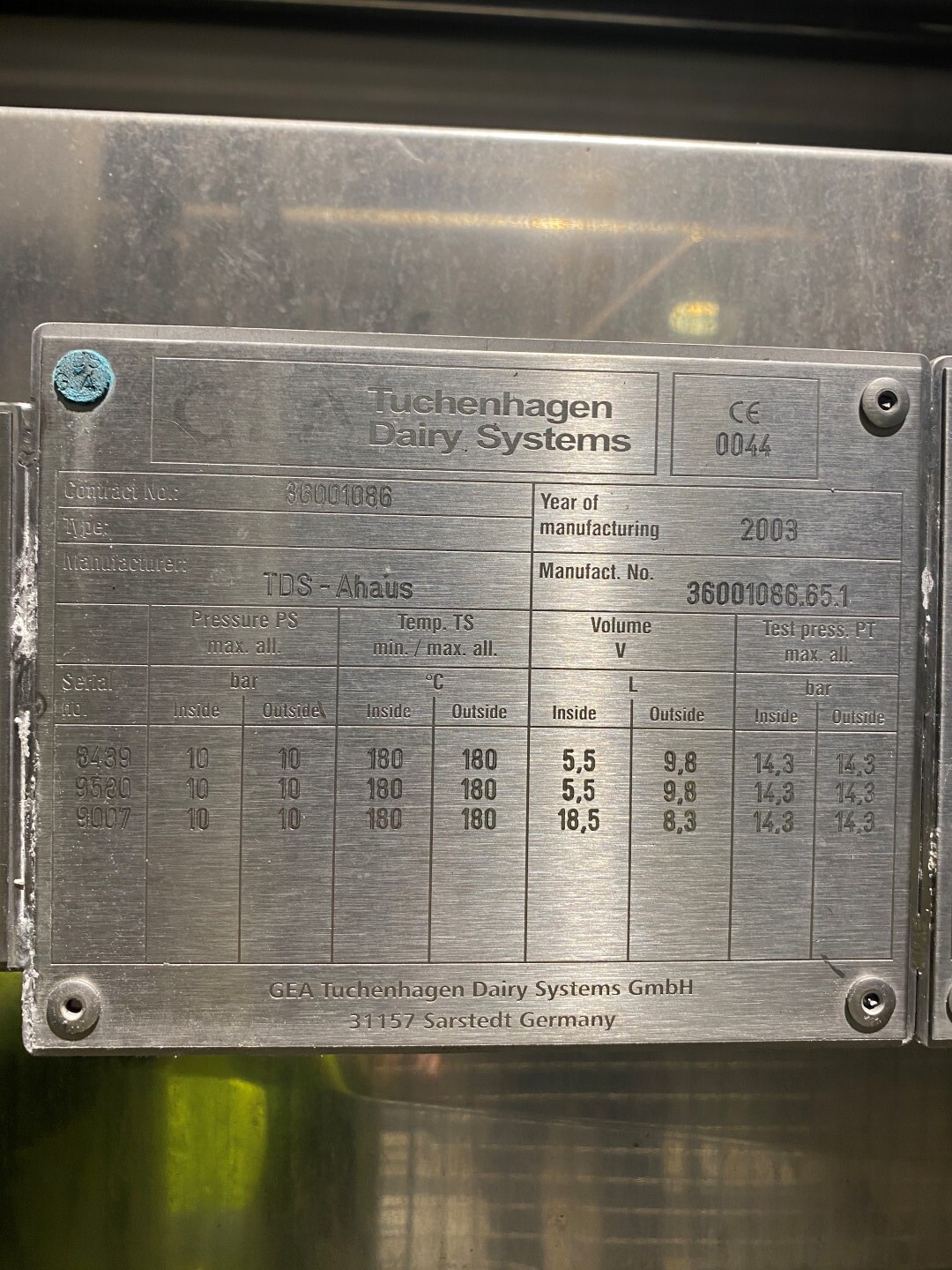
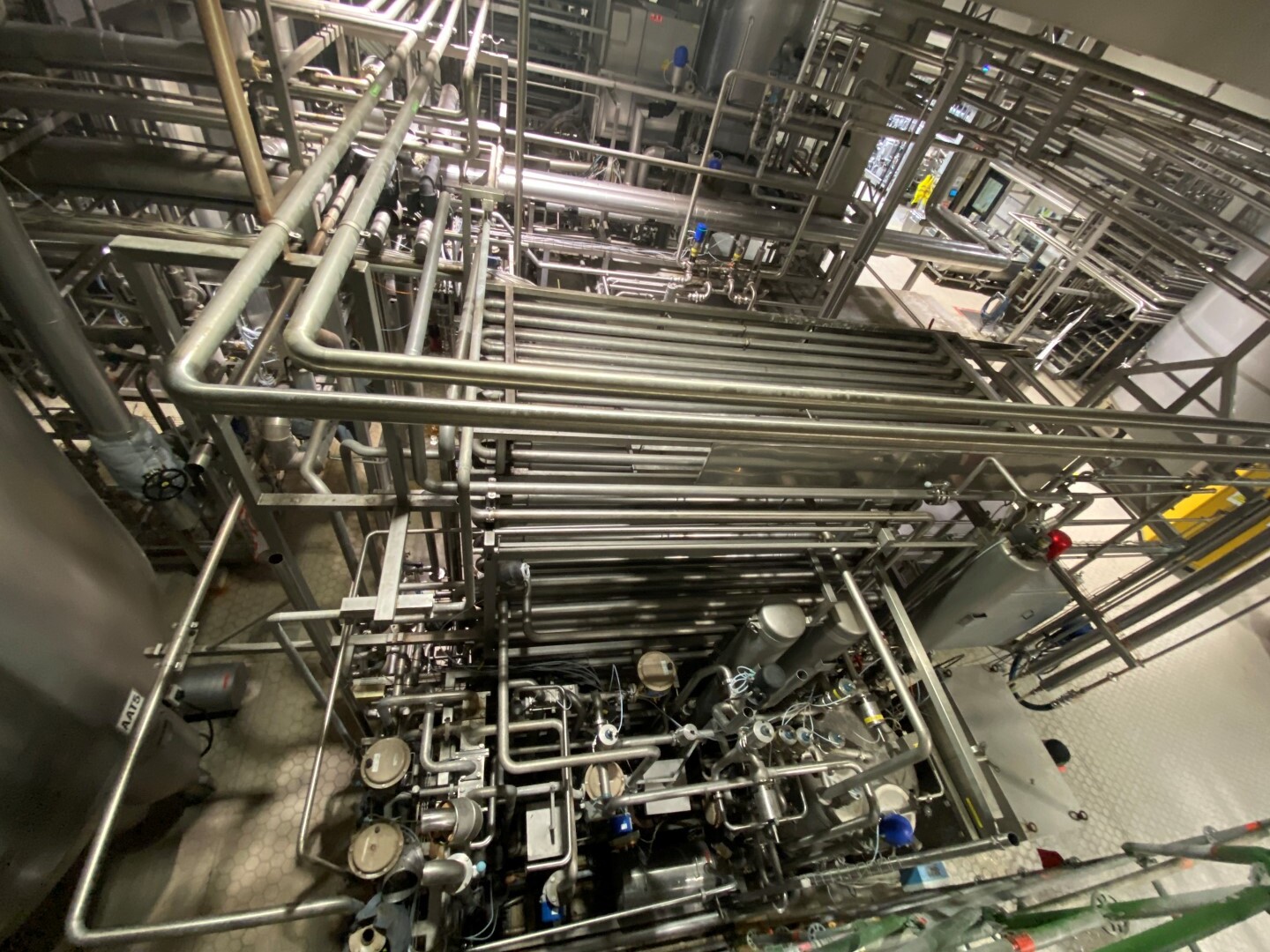













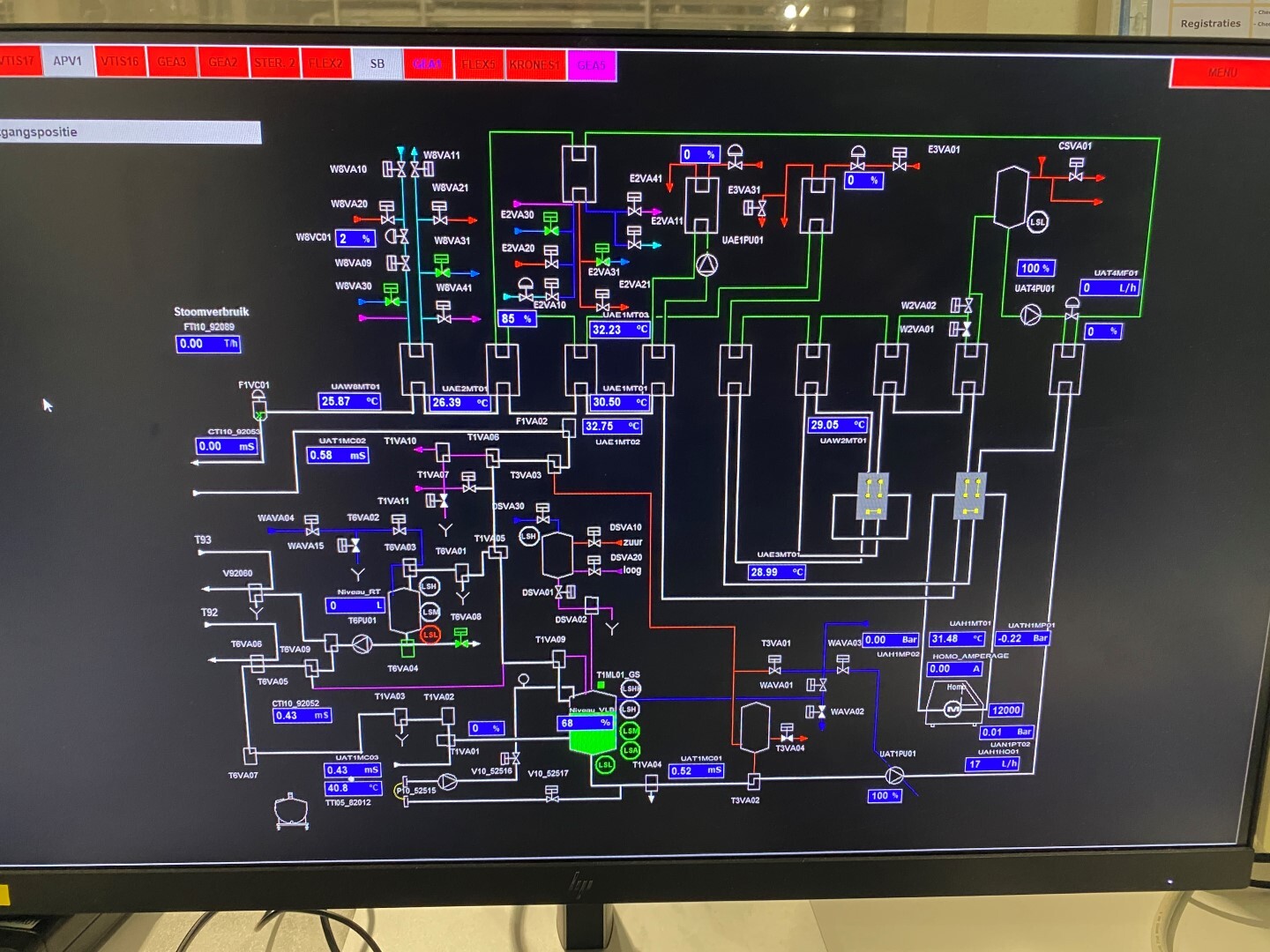


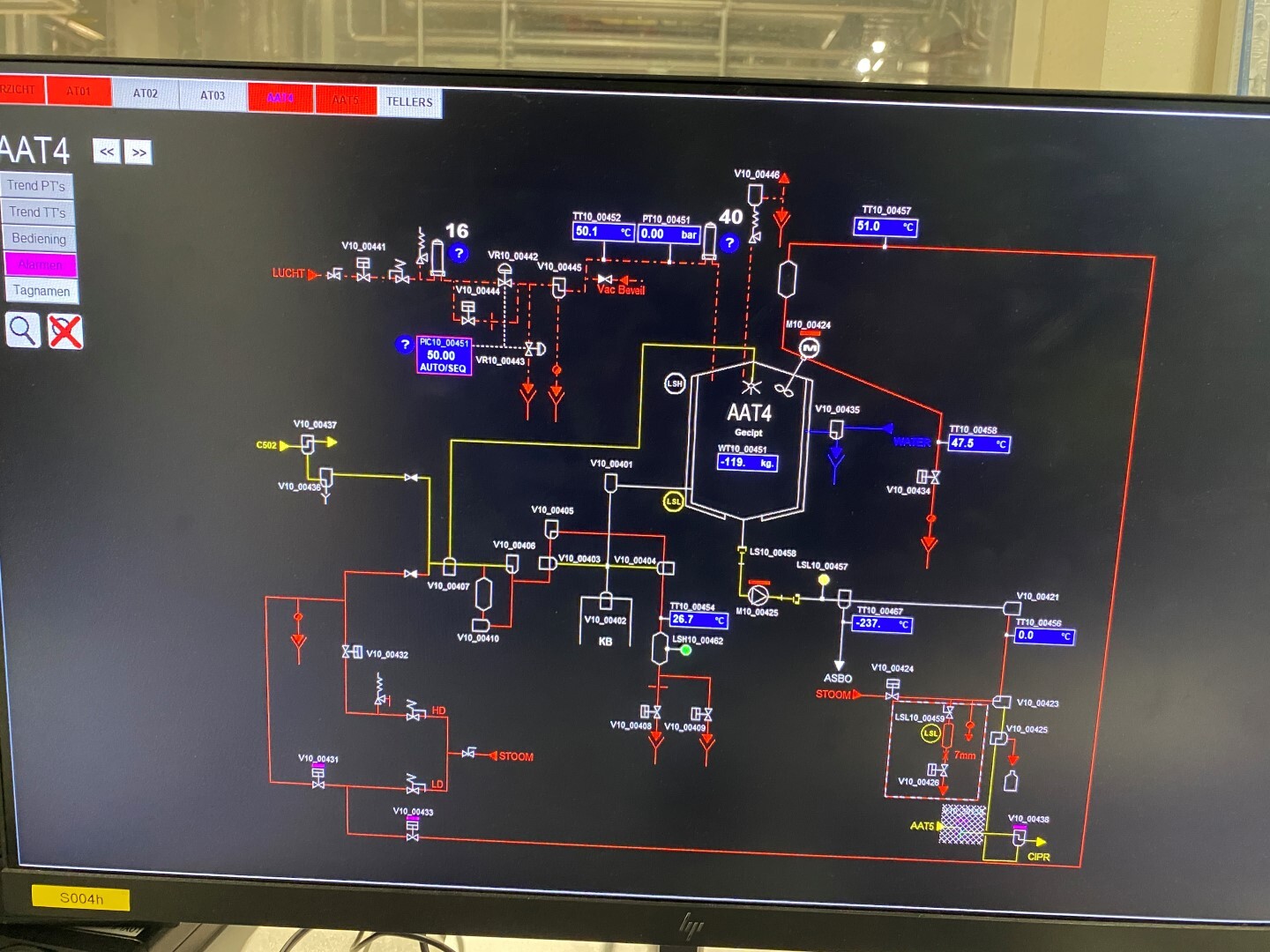








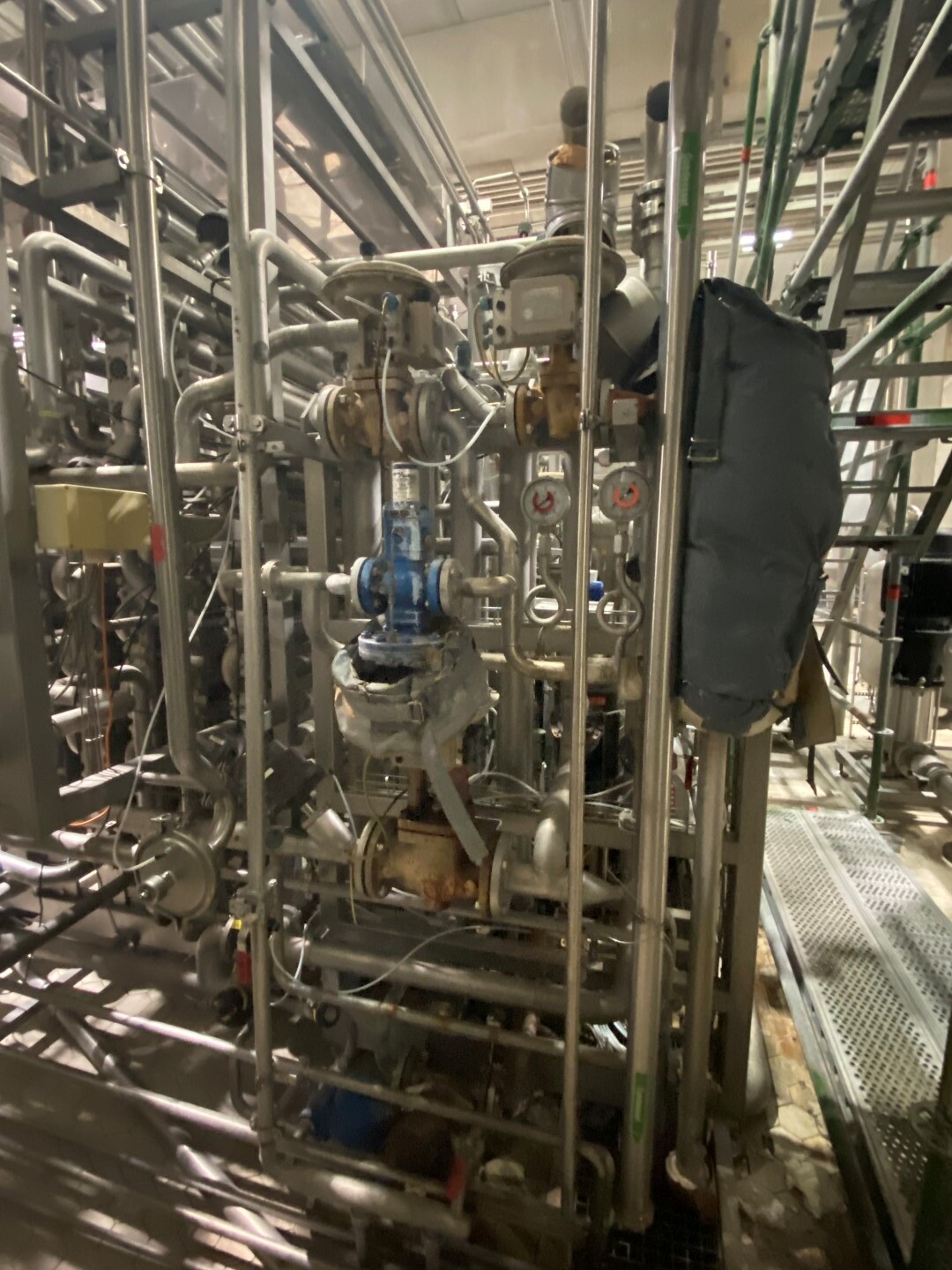









































Indirekte UHT-Anlage mit vorgeschaltetem nichtaseptischem Homogenisator und Steriltank. Der UHT hat eine variable Kapazität von 5.000 – 12.000 Litern pro Stunde und der Steriltank fasst 30.000 Liter. Die Linie wurde für die folgenden Produkte verwendet: Milch, Trinkjoghurt, Buttermilch und Milcharomagetränke. Indirektes Heizsystem durch Röhrenwärmetauscher. Homogenisator und Proteinstabilisatorbehälter haben eine unabhängig regelbare Temperatur von ca. 70-90 °C. Ausgleichstank (500 Liter), Produkt-pumpen (Fristam), Wasserpumpen (Grundfoss), Produktventile, Dampfventile (Samson), Durchflusstransmitter (Krohne), Laugen-/Säuredosiertank, Ausschusstank 1.600 l, Probenventil, Verbindungsrohre, auf Gestell montiert. Nichtaseptischer GEA Niro Soavi Homogenisator mit 2 Stufen, 250 bar, pneumatischer Druckregelung und Pulsations-dämpfern. Motor 110 kW. Bedienfeld mit Siemens S7 PLC und Danfoss-Frequenzumrichtern. Die Anlage ist noch im Werk in Belgien montiert, wird aber bald demontiert. Separater Steriltank. Am Auslass der UHT-Einheit montiert, auf Wägezellen zur Füllstandsanzeige, Dampfventilen, Luftfiltersystem und separaten Ein- und Auslassrohrleitungen einschließlich Bedienfeld (außer Bedienoberfläche, wurde zentralisiert).